 English
English عربى
عربى हिंदी
हिंदीद्रव अंत रखरखाव लागत: भागों के खर्च और डाउनटाइम को कम करें
Jan 03, 2026
Content
- 1 द्रव अंत रखरखाव लागत में वास्तव में क्या शामिल है
- 2 संचालनात्मक वेरिएबल जो चलते हैं उनकी लागत सबसे अधिक होती है
- 3 घटक-दर-घटक: आमतौर पर खर्च और डाउनटाइम कहां से आते हैं
- 4 उच्च-उत्तोलन उन्नयन जो प्रति पम्पिंग घंटे की लागत को कम करता है
- 5 द्रव अंत सामग्री और डिज़ाइन विकल्प जो जीवन भर की लागत को कम करते हैं
- 6 ऐसी रखरखाव पद्धतियाँ जो जोखिम बढ़ाए बिना लागत कम करती हैं
- 7 पुर्जों की रणनीति: लीड समय और विनिमेयता रखरखाव लागत को कैसे प्रभावित करती है
- 8 मरम्मत बनाम प्रतिस्थापन: बिना अनुमान के निर्णय लेना
- 9 एक व्यावहारिक लागत-कटौती योजना जिसे आप तुरंत लागू कर सकते हैं
"द्रव अंत रखरखाव लागत" शायद ही कभी भागों की कीमत होती है। उच्च दबाव फ्रैक्चरिंग और प्लंजर पंप ड्यूटी के लिए, वास्तविक लागत उपभोग्य सामग्रियों, श्रम, रसद और सबसे महत्वपूर्ण रूप से खोए गए पंपिंग समय का संयोजन है जब एक परिवर्तन एक अनियोजित स्टॉप को मजबूर करता है।
एक निर्माता के दृष्टिकोण से, द्रव अंत रखरखाव लागत को कम करने का सबसे तेज़ तरीका यह पहचानना है कि कौन से घटक प्रति डॉलर सबसे अधिक डाउनटाइम बनाते हैं, फिर मूल कारणों पर हमला करते हैं: पहनने के तंत्र (क्षरण / घर्षण), दबाव चक्रण, और सीलिंग अखंडता। दूसरा लीवर खरीद रणनीति है - विनिमेय पुर्जों को मानकीकृत करना और लीड समय को छोटा करना ताकि डाउनटाइम में कोई कमी न हो।
नीचे एक व्यावहारिक ढांचा है जिसका उपयोग आप रखरखाव लागत पूर्वानुमान बनाने और उन परिवर्तनों को लागू करने के लिए कर सकते हैं जो सुरक्षा से समझौता किए बिना स्वामित्व की कुल लागत को कम करते हैं।
द्रव अंत रखरखाव लागत में वास्तव में क्या शामिल है
अधिकांश रखरखाव बजट लागत का अनुमान कम लगाते हैं क्योंकि वे केवल उपभोग्य सामग्रियों की गणना करते हैं। एक पूर्ण अनुमान में "योजनाबद्ध" और "अनियोजित" घटनाओं को अलग किया जाना चाहिए, और स्पष्ट रूप से डाउनटाइम की कीमत तय करनी चाहिए। भले ही आपका अकाउंटिंग सिस्टम डाउनटाइम को "रखरखाव लागत" के रूप में बुक नहीं करता है, यह ड्राइवर ही है जो यह तय करता है कि कौन सा डिज़ाइन या सामग्री का विकल्प वास्तव में किफायती है।
| लागत तत्व | इसमें क्या शामिल है | लगातार माप कैसे करें |
|---|---|---|
| नियोजित भाग | सीटें, वाल्व, पैकिंग, सील, कवर, फास्टनरों को निर्धारित समय पर बदला गया | पंप मॉडल के अनुसार प्रति पंपिंग घंटे (या प्रति चरण) हिस्से |
| अनियोजित हिस्से | आपातकालीन प्रतिस्थापन, संपार्श्विक क्षति (उदाहरण के लिए, सीट की विफलता जेब को नुकसान पहुंचाती है) | विफलता-मोड लॉग कार्य ऑर्डर से जुड़ा हुआ है |
| श्रम | परिवर्तन, निरीक्षण, दबाव परीक्षण के लिए तकनीशियन घंटे | प्रति कार्य मानक कार्य समय (सीट स्वैप, पैकिंग स्वैप, कवर हटाना) |
| डाउनटाइम (अवसर लागत) | पम्पिंग समय की हानि, अतिरिक्त प्रसार लागत, विलंबित चरण | घटे घंटे × प्रति पम्पिंग घंटे आंतरिक मूल्य |
| रसद और सूची | माल ढुलाई, स्टॉकआउट, वहन लागत, गलत हिस्से वाले रिटर्न में तेजी लाएं | SKU द्वारा भरण दर, लीड समय और इन्वेंट्री टर्न |
अंगूठे का एक उपयोगी नियम: यदि आप यह नहीं समझा सकते हैं कि एक ही पंप मॉडल वाले दो बेड़े में प्रति 1,000 पंपिंग घंटों में अलग-अलग डाउनटाइम घंटे क्यों हैं, तो लागत मॉडल में एक परिचालन चर (द्रव रसायन विज्ञान, प्रोपेंट लोडिंग, दबाव साइक्लिंग, निस्पंदन, या प्रशिक्षण) गायब है।
संचालनात्मक वेरिएबल जो चलते हैं उनकी लागत सबसे अधिक होती है
जब परिचालन की स्थिति घिसाव वाली सतहों और सीलों की सहनशीलता से अधिक हो जाती है, तो द्रव सिरे अपेक्षित रूप से विफल हो जाते हैं। आपूर्तिकर्ताओं को बदलने या रखरखाव अंतराल को फिर से डिज़ाइन करने से पहले, कुछ मैट्रिक्स के साथ कर्तव्य चक्र की मात्रा निर्धारित करें जिसे आप प्रति कार्य ट्रैक कर सकते हैं।
दबाव, साइकिल चलाना, और स्पाइक्स
उच्च दबाव पंपिंग सिर्फ "उच्च दबाव" नहीं है - यह चक्रीय दबाव है। यहां तक कि सामान्य फ्रैक पंप कॉन्फ़िगरेशन संदर्भ दबावों के लिए प्रदर्शन तालिकाएं भी प्रकाशित की गईं 20,000 साई कुछ परिचालन बिंदुओं में, जो दर्शाता है कि क्यों थकान और माइक्रो-क्रैकिंग लागत चालक बन जाते हैं, अपवाद नहीं।
- औसत दबाव और दबाव स्पाइक्स की आवृत्ति (घटनाएँ, न कि केवल औसत) को ट्रैक करें।
- रिकॉर्ड स्ट्रोक प्रति मिनट (एसपीएम) बैंड; उच्च एसपीएम पैकिंग घिसाव और गर्मी के निर्माण को तेज करता है।
- लॉग अचानक शुरू/बंद हो जाता है और सक्शन-साइड गड़बड़ी (वाल्व/सीट क्षति का एक सामान्य अग्रदूत)।
अपघर्षक, संक्षारण, और द्रव रसायन
कटाव और घर्षण वाल्व ट्रेन और सीट पॉकेट घिसाव पर हावी है, जबकि जंग (क्लोराइड और अम्लीय जोखिम सहित) द्रव अंत और सीलिंग घटकों दोनों की सेवा जीवन को छोटा कर सकता है। यह वह जगह है जहां सामग्री का चयन द्रव अंत रखरखाव लागत पर सीधा लीवर बन जाता है - खासकर यदि आपकी नौकरियों में उच्च-लवणता वाला पानी, आक्रामक रसायन विज्ञान, या लगातार रेत उत्पादन शामिल है।
यदि आप त्वरित निदान चाहते हैं: समान दबाव और एसपीएम, लेकिन विभिन्न द्रव स्रोतों के साथ नौकरियों के दो सेटों की तुलना करें। यदि एक जल स्रोत से भागों का जीवन तेजी से गिरता है, तो आपके पास आपूर्तिकर्ता समस्या के बजाय रसायन विज्ञान या निस्पंदन समस्या होने की संभावना है।
घटक-दर-घटक: आमतौर पर खर्च और डाउनटाइम कहां से आते हैं
अधिकांश बेड़े में, घटकों का एक छोटा सा समूह अधिकांश हस्तक्षेपों को निर्धारित करता है। व्यावहारिक दृष्टिकोण पहले "रखरखाव आवृत्ति × प्रति इवेंट डाउनटाइम" आइटम पर ध्यान केंद्रित करना है। संदर्भ के लिए, द्रव अंत भाग एक विशिष्ट हाइड्रोलिक अंत में अक्सर फ़ंक्शन (सीलिंग, कोर वर्किंग पार्ट्स और कनेक्शन/फास्टनिंग) द्वारा समूहीकृत किया जाता है, जो सीधे मैप करता है कि वे कैसे विफल होते हैं और उन्हें बनाए रखने में क्या लागत आती है।
| घटक | विशिष्ट पहनावा तंत्र | रखरखाव कार्रवाई जो लागत कम करती है | यह कुल लागत के लिए क्यों मायने रखता है? |
|---|---|---|---|
| वाल्व और सीटें | घर्षण घिसाव, प्रभाव, सीट की जेब का क्षरण | पहनने वाली सतहों को अपग्रेड करें; सक्शन स्थितियों को नियंत्रित करें; परिवर्तन मानदंड को मानकीकृत करें | उच्च घटना आवृत्ति; विफलता से संपार्श्विक क्षति हो सकती है और लंबे समय तक डाउनटाइम हो सकता है |
| पैकिंग एवं गतिशील सीलें | गर्मी घर्षण, ढीली पैकिंग नट धागे, बाहर निकालना | लॉकिंग/प्रतिधारण विधियां; पैकिंग सामग्री का तरल पदार्थ से मिलान करें; सवारों को संरेखित करें | बार-बार हस्तक्षेप; छोटे हिस्से की लागत लेकिन सार्थक डाउनटाइम |
| सवार | सतह घिसाव, स्कोरिंग, संक्षारण गड्ढे | तरल पदार्थ की सफाई में सुधार; स्नेहन और संरेखण सत्यापित करें; समाप्ति का निरीक्षण करें | पैकिंग जीवन से सीधा लिंक; कैस्केडिंग सील विफलताओं को जन्म दे सकता है |
| कवर, फ्लैंज, फास्टनर | थकान, अनुचित टॉर्क, सीलिंग सतह की क्षति | टोक़ अनुशासन; क्षतिग्रस्त सीलिंग चेहरों को शीघ्र बदलें; सही पुर्जे रखें | कम आवृत्ति लेकिन उच्च जोखिम; विफलताएं विस्तारित शटडाउन को मजबूर कर सकती हैं |
यदि आपके कार्य आदेश विफलता मोड निर्दिष्ट नहीं करते हैं, तो सरल कोड (घर्षण, संक्षारण, थकान, स्थापना/टोक़, अज्ञात) जोड़ें। कुछ ही हफ्तों में, आप पहचान सकते हैं कि आपकी रखरखाव लागत मुख्य रूप से परिचालन, प्रक्रियात्मक या डिज़ाइन-आधारित है या नहीं।
उच्च-उत्तोलन उन्नयन जो प्रति पम्पिंग घंटे की लागत को कम करता है
प्रत्येक "प्रीमियम" सुविधा द्रव अंत रखरखाव लागत को कम नहीं करती है। जो अपग्रेड लगातार भुगतान करते हैं वे वे होते हैं जो हस्तक्षेप की आवृत्ति को कम करते हैं या हस्तक्षेप के समय को कम करते हैं। नीचे डिज़ाइन और सामग्री विकल्पों के दो उदाहरण दिए गए हैं जो सीधे प्रमुख पहनने वाले तंत्र को लक्षित करते हैं।
वाल्व बॉडी और सीट पहनने की सतह
नियोजित रखरखाव के लिए सीट का जीवन अक्सर गेटिंग कारक होता है। ऐसे डिज़ाइन जो वाल्व/सीट संपर्क यांत्रिकी में सुधार करते हैं और आधार सामग्री को क्षरण से बचाते हैं, हस्तक्षेप को काफी हद तक कम कर सकते हैं। उदाहरण के लिए, टंगस्टन-कार्बाइड-लेपित सीट सतहों का उपयोग आमतौर पर संपीड़न शक्ति बढ़ाने और दबाव-असर पहनने को कम करने के लिए किया जाता है। फ़ील्ड तुलनाओं में, के कथन देखना असामान्य नहीं है 5× (और कुछ मामलों में 10× तक) सामान्य कामकाजी समय पारंपरिक सीटों की तुलना में, द्रव घर्षण और परिचालन अनुशासन पर निर्भर करता है।
यदि आप घटक विकल्प तलाशना चाहते हैं, तो देखें फ्रैक पंप वाल्व बॉडी और सीटें विशिष्टताएँ और घिसाव-सतह दृष्टिकोण।
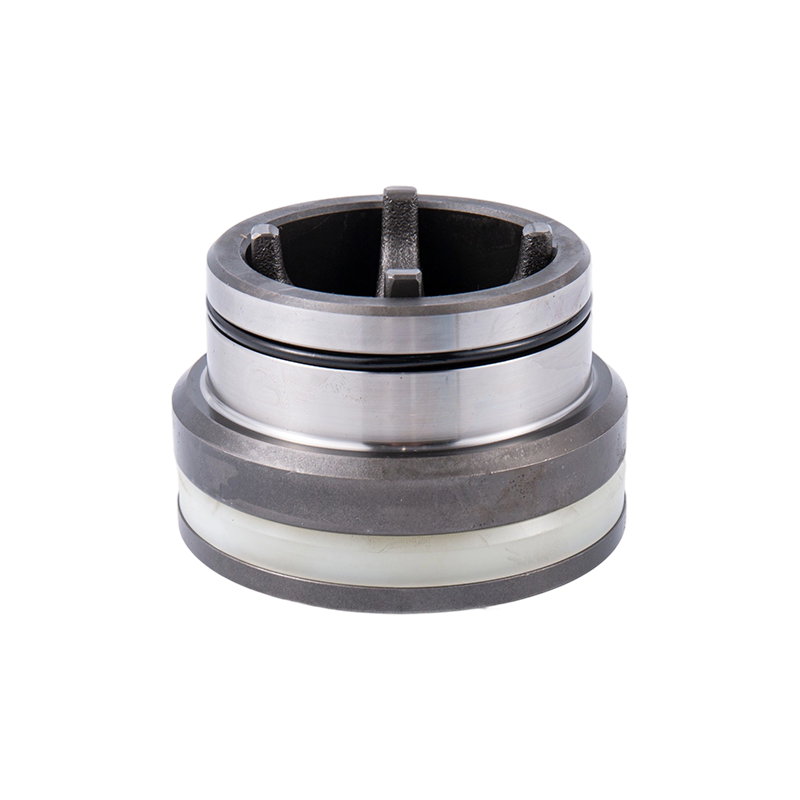
पैकिंग प्रतिधारण और गतिशील सीलिंग स्थिरता
पैकिंग "जल्दी" विफल हो सकती है जब अखरोट के धागे ढीले हो जाते हैं और अंतराल पैदा करते हैं जो पहनने में तेजी लाते हैं - विशेष रूप से उच्च आवृत्ति पारस्परिक परिस्थितियों में। व्यावहारिक जवाबी उपायों में लॉकिंग डिवाइस शामिल हैं जो पैकिंग कैप/नट को स्थिर करते हैं और प्रगतिशील ढीलेपन को रोकते हैं। इसके अलावा, कई पैकिंग सामग्री की पेशकश से सील को रासायनिक जोखिम और तापमान से मेल खाने में मदद मिलती है, जिससे समय से पहले प्रतिस्थापन कम हो जाता है।
भागों-स्तरीय संदर्भ के लिए, समीक्षा करें फ्रैक पंप पैकिंग सील विकल्प जहां प्रतिधारण डिजाइन और विनिमेयता पर जोर दिया जाता है।
उदाहरणात्मक डाउनटाइम गणित (अपग्रेड लागत में कैसे परिवर्तित होता है)
यह मूल्यांकन करने के लिए कि क्या अपग्रेड से द्रव अंत रखरखाव लागत कम हो जाती है, प्रति पंपिंग घंटे की लागत की तुलना करें, न कि खरीद मूल्य की। यहां एक सरल उदाहरण दिया गया है (चरों को अपने बेड़े में समायोजित करें):
- मान लें कि पारंपरिक सीटों को हर 40 पंपिंग घंटों में चेंजआउट की आवश्यकता होती है; उन्नत सीटें 200 घंटे तक चलती हैं ( 5× ).
- 400 से अधिक पंपिंग घंटे, यानी 10 इवेंट बनाम 2 इवेंट।
- यदि प्रत्येक घटना के कारण 2 घंटे का डाउनटाइम होता है, तो कुल डाउनटाइम 20 घंटे से घटकर 4 घंटे हो जाता है।
- यदि आप पंपिंग समय का मूल्य $X प्रति घंटा मानते हैं, तो टाला गया डाउनटाइम मूल्य है 16 × $एक्स —अक्सर वृद्धिशील हिस्से की कीमत से बड़ा।
यह वह तर्क है जिसका उपयोग खरीद टीमें उच्च स्थायित्व वाले भागों को उचित ठहराने के लिए कर सकती हैं जब वे वास्तव में हस्तक्षेप को कम करते हैं और संपार्श्विक क्षति को रोकते हैं।
द्रव अंत सामग्री और डिज़ाइन विकल्प जो जीवन भर की लागत को कम करते हैं
द्रव अंत ब्लॉक और आंतरिक ज्यामिति यह निर्धारित करती है कि सिस्टम दबाव चक्रण, संक्षारण और क्षरण प्रवाह को कितनी अच्छी तरह सहन करता है। सामग्री का चयन सबसे स्पष्ट निर्णय है, लेकिन डिज़ाइन विवरण (गुहा ज्यामिति और तनाव प्रबंधन) अक्सर यह तय करते हैं कि आपको पूर्वानुमानित टूट-फूट मिलेगी या नहीं।
स्टेनलेस बनाम मिश्र धातु: प्रति जीवन लागत का मूल्यांकन करें, प्रति ब्लॉक लागत का नहीं
संक्षारक या उच्च-क्षरण शुल्क में, स्टेनलेस विकल्प सेवा जीवन को बढ़ाकर और पहनने के पैटर्न को सुचारू करके द्रव अंत रखरखाव लागत को कम कर सकते हैं। कुछ स्टेनलेस द्रव अंत विन्यास को उपलब्धि के रूप में प्रकाशित किया गया है 4× से अधिक सेवा जीवन मोटे तौर पर प्रति जीवन लागत का आधा मिश्र धातु इस्पात की तुलना में, भले ही कच्चे माल की कीमत अधिक हो, क्योंकि प्रतिस्थापन आवृत्ति और डाउनटाइम में तेजी से गिरावट आती है।
उदाहरण के लिए, QWS2500 स्टेनलेस स्टील द्रव अंत सेवा जीवन को बढ़ाने के लिए सिंगल-पीस फोर्जिंग/हीट ट्रीटमेंट, अनुकूलित आंतरिक गुहा संरचना और महत्वपूर्ण घटकों (वाल्व बॉडी, सीट, प्लंजर) में सामग्री युग्मन के आसपास स्थित है। एक ही डिज़ाइन दर्शन सभी पर लागू होता है स्टेनलेस स्टील द्रव समाप्त होता है वह सीमा जहां संक्षारण और क्षरण प्रतिरोध प्राथमिक उद्देश्य हैं।
विनिर्माण नियंत्रण जो प्रारंभिक जीवन विफलताओं को रोकते हैं
जब कोई द्रव अंत "बहुत जल्दी" विफल हो जाता है, तो लागत में बढ़ोतरी आम तौर पर अनियोजित डाउनटाइम और संपार्श्विक क्षति से प्रेरित होती है, न कि भाग से। नियंत्रण जो परिवर्तनशीलता को कम करते हैं - जैसे स्थिर फोर्जिंग अनाज संरचना, अनुशासित गर्मी उपचार, और लगातार सामग्री की गुणवत्ता - प्रारंभिक विफलताओं की उच्च लागत वाली पूंछ से बचने में मदद करते हैं। उच्च दबाव वाले तरल सिरों के लिए प्रकाशित उत्पादन दृष्टिकोण अक्सर दोहराए जाने योग्य प्रदर्शन प्रदान करने के लिए उच्च टन भार वाले फोर्जिंग, सिंगल-पीस हीट ट्रीटमेंट और माइक्रोस्ट्रक्चर नियंत्रण (जैसे कि कुछ स्टेनलेस ग्रेड में फेराइट सीमा) का संदर्भ देते हैं।
यदि आपकी रखरखाव लागत समान पंपों पर अस्थिर है, तो यह आमतौर पर परिवर्तनशीलता (स्थापना, द्रव की स्थिति, या घटक गुणवत्ता) का संकेत है। समाधान मानकीकरण है: मानक टोक़ प्रक्रियाएं, मानकीकृत हिस्से, और पहनने वाले हिस्सों के लिए एक स्पष्ट पास/असफल मानदंड।
ऐसी रखरखाव पद्धतियाँ जो जोखिम बढ़ाए बिना लागत कम करती हैं
सबसे कम लागत वाली रखरखाव रणनीति "कुछ विफल होने तक अंतराल बढ़ाना" नहीं है। यह एक अनुशासित कार्यक्रम है जो संपार्श्विक क्षति होने से पहले सही हिस्सों को बदल देता है। नीचे दी गई चेकलिस्ट उन विफलताओं को रोकने पर केंद्रित है जो सबसे लंबे समय तक डाउनटाइम और सबसे महंगे फॉलो-ऑन कार्य का कारण बनती हैं।
व्यावहारिक निरीक्षण चेकलिस्ट
- प्रत्येक पारी: सक्शन स्थिरता की जांच, असामान्य कंपन/शोर की जांच, रिसाव वॉकडाउन, पैकिंग क्षेत्रों के पास तापमान प्रवृत्ति की जांच।
- दैनिक: कवर/फ्लैंज के लिए फास्टनर टॉर्क अनुशासन को सत्यापित करें (दस्तावेज टॉर्क मान का उपयोग करें, "महसूस" नहीं); दृश्यमान सीलिंग चेहरों का निरीक्षण करें।
- साप्ताहिक (या प्रति कार्य चक्र): प्रभाव के निशान और असामान्य टूट-फूट के लिए वाल्व/सीटों का निरीक्षण करें; प्लंजर की सतह की स्थिति और संरेखण संकेतकों का निरीक्षण करें; दबाव डेटा में स्पाइक घटनाओं की समीक्षा करें।
- नियोजित विच्छेदन अंतराल: क्षरण के लिए जेबों और संभोग सतहों का निरीक्षण करें; किसी भी घटक को प्रतिस्थापित करें जो अगले रन के दौरान विफल होने पर ब्लॉक को नुकसान पहुंचाने का जोखिम उठाता है।
क्षेत्र में तर्क-वितर्क से बचने के लिए "चेंजआउट मानदंड" को मानकीकृत करें
अस्पष्ट मानदंड ("घिसा हुआ दिखता है") लागत बढ़ाता है क्योंकि यह असंगत निर्णयों का कारण बनता है: कुछ चालक दल बहुत जल्दी बदलते हैं (उच्च भागों की लागत), अन्य बहुत देर से बदलते हैं (उच्च डाउनटाइम और संपार्श्विक क्षति)। मापने योग्य ट्रिगर्स को परिभाषित करें जैसे कि रिसाव दर सीमाएँ, सीट संपर्क पैटर्न स्वीकृति, पैकिंग एक्सट्रूज़न संकेतक और प्लंजर सतह की स्थिति सीमाएँ।
पुर्जों की रणनीति: लीड समय और विनिमेयता रखरखाव लागत को कैसे प्रभावित करती है
द्रव अंत रखरखाव लागत बढ़ने का एक सामान्य कारण तकनीकी नहीं है - यह तार्किक है। जब सही भाग उपलब्ध नहीं होता है, तो चालक दल सुधार करता है, या पंप प्रतीक्षा करता है। कोई भी परिणाम महँगा है। सबसे कम कुल लागत आमतौर पर विनिमेय भागों की एक छोटी सूची को मानकीकृत करने और उच्च भरण-दर उपलब्धता सुनिश्चित करने से आती है।
पहले क्या मानकीकृत करें
- उच्च-आवृत्ति पहनने वाले हिस्से: वाल्व, सीटें, पैकिंग/सील।
- विफलता-प्रवण कनेक्शन आइटम: कुंजी फास्टनरों, कैप और सीलिंग रिंग।
- मॉडल-संरेखित किट: प्रति पंप मॉडल एक किट जो आपके सबसे सामान्य कॉन्फ़िगरेशन से मेल खाती है।
आपूर्तिकर्ता क्षमताएं जो डाउनटाइम जोखिम को कम करती हैं
आपूर्तिकर्ता योग्यता के दृष्टिकोण से, उत्पादन क्षमता, निरीक्षण क्षमता, प्रमाणन और वितरण पदचिह्न के बारे में पूछना उचित है। निर्माता जो समर्पित मशीनिंग/हीट ट्रीटमेंट/परीक्षण क्षेत्रों का संचालन करते हैं और अंतरराष्ट्रीय वितरण क्षमता बनाए रखते हैं, वे आंशिक स्थिरता में सुधार और डिलीवरी समय को कम करके डाउनटाइम जोखिम को कम कर सकते हैं। व्यवहार में, कम लीड समय और बेहतर उपलब्धता द्रव अंत रखरखाव लागत के "छिपे हुए" लॉजिस्टिक्स हिस्से को कम कर देती है।
यदि आप विक्रेताओं को समेकित कर रहे हैं, तो उन आपूर्तिकर्ताओं को प्राथमिकता दें जो पूर्ण असेंबली और महत्वपूर्ण पहनने वाले हिस्से दोनों प्रदान कर सकते हैं, इसलिए आपकी स्पेयर रणनीति कई भाग संख्याओं और गुणवत्ता मानकों में विभाजित होने के बजाय सुसंगत है।
मरम्मत बनाम प्रतिस्थापन: बिना अनुमान के निर्णय लेना
कुछ विफलताएँ सस्ती होती हैं यदि उन्हें जल्दी पकड़ लिया जाए, जबकि अन्य को बढ़ते डाउनटाइम और सुरक्षा जोखिम से बचने के लिए तत्काल प्रतिस्थापन निर्णय लेने चाहिए। समय के दबाव में निर्णय लेने के बजाय संरचित निर्णय दृष्टिकोण का उपयोग करें।
जब मरम्मत अक्सर किफायती होती है
- घिसाव को बदलने योग्य घटकों (सीटें, वाल्व, सील) में स्थानीयकृत किया जाता है और संभोग सतहें सहनशीलता के भीतर रहती हैं।
- सही इंस्टालेशन के बाद ब्लॉक क्रैकिंग, गंभीर पॉकेट वाशआउट या बार-बार लीक होने का कोई सबूत नहीं।
- आपका ऐतिहासिक डेटा प्रति घटना अनुमानित जीवन और स्थिर डाउनटाइम दिखाता है।
जब प्रतिस्थापन आमतौर पर कम लागत वाला निर्णय होता है
- उच्च तनाव वाले क्षेत्रों में प्रगतिशील दरार या विकृति का प्रमाण (अचानक विफलता का जोखिम)।
- बार-बार पॉकेट क्षरण जो बार-बार सीट विफलता (संपार्श्विक क्षति पैटर्न) का कारण बनता है।
- डाउनटाइम में सीधे स्वैप के बजाय समस्या निवारण और पुनः कार्य का बोलबाला है।
यदि आप प्रतिस्थापन की योजना बना रहे हैं, तो उस निर्णय को अपनी स्पेयर रणनीति के साथ संरेखित करें ताकि प्रतिस्थापन द्रव अंत आपके द्वारा पहले से स्टॉक किए गए वियर-पार्ट किट के साथ साफ-साफ एकीकृत हो जाए।
एक व्यावहारिक लागत-कटौती योजना जिसे आप तुरंत लागू कर सकते हैं
द्रव अंत रखरखाव लागत को इस तरह से कम करने के लिए कि वास्तविक संचालन जीवित रहे, भागों के मानकीकरण के साथ परिचालन अनुशासन को जोड़ें। नीचे दिए गए चरण तिमाहियों में नहीं बल्कि हफ्तों में मापने योग्य परिणाम देने के लिए डिज़ाइन किए गए हैं।
स्थिर करें और मापें (पहले 2-4 सप्ताह)
- माप की एक इकाई को परिभाषित करें (लागत प्रति पंपिंग घंटा या प्रति चरण) और विफलता मोड को लॉग करने के लिए प्रत्येक कार्य आदेश की आवश्यकता है।
- टॉर्क और स्थापना प्रक्रियाओं का मानकीकरण करें; अनुपालन के लिए प्रति सप्ताह एक दल का ऑडिट करें।
- स्टॉक-आउट-संचालित डाउनटाइम को रोकने के लिए उच्चतम-आवृत्ति पहनने वाली वस्तुओं के लिए एक न्यूनतम स्पेयर किट बनाएं।
उच्चतम डाउनटाइम ड्राइवरों को लक्षित करें (माह 2)
- यदि वाल्व/सीट की घटनाएं हावी हैं: उन्नत घिसाव वाली सतहों का मूल्यांकन करें और सक्शन स्थिरता को सत्यापित करें; सिद्ध विस्तारित कार्य समय के साथ सीट डिज़ाइन पर विचार करें।
- यदि पैकिंग घटनाएं हावी हैं: प्रतिधारण/लॉकिंग प्रति उपाय लागू करें और सुनिश्चित करें कि प्लंजर स्थिति/संरेखण जांच लागू की गई है।
- यदि संक्षारण/कटाव परिवर्तनशीलता को प्रेरित करता है: स्टेनलेस द्रव अंत विकल्पों का मूल्यांकन करें और पैकिंग सामग्री को रसायन विज्ञान के जोखिम के अनुसार संरेखित करें।
समेकित और मानकीकृत करें (महीना 3)
एक बार जब आपके पास स्थिर विफलता-मोड डेटा हो, तो आप SKU को समेकित कर सकते हैं और मानकीकृत किटों को लॉक कर सकते हैं। इससे खरीद संबंधी त्रुटियां कम हो जाती हैं और भरण दरों में सुधार होता है, जिससे रसद-संचालित रखरखाव लागत कम हो जाती है। इससे एक बार की आपात स्थिति के बजाय लगातार विशिष्टताओं के आधार पर आपूर्तिकर्ताओं को योग्य बनाना आसान हो जाता है।
यदि आपको असेंबलियों को संदर्भित करने और घटकों को एक साथ पहनने के लिए एक ही स्थान की आवश्यकता है, तो द्रव सिरों और द्रव अंत भागों की उत्पाद सूची आपके पंप मॉडलों को विनिमेय पुर्जों में मैप करने के लिए एक व्यावहारिक प्रारंभिक बिंदु है।
निचली पंक्ति: जब आप हस्तक्षेप की आवृत्ति कम करते हैं, संपार्श्विक क्षति को रोकते हैं, और रसद-संचालित डाउनटाइम को समाप्त करते हैं तो द्रव अंत रखरखाव लागत कम हो जाती है। सर्वोत्तम परिणाम टिकाऊपन-केंद्रित घटक विकल्पों और एक मानकीकृत स्पेयर प्रोग्राम के साथ अनुशासित परिचालन प्रथाओं को जोड़ने से आते हैं।










No. 19, Keji Road, Economic and Technological Development Zone, Xuancheng City, Anhui Province, China
उत्पादों
मोबाइल
